
阀门知识
调节阀控制方式及改进
时间:2016/7/28来源:www.cnsjfm.com作者:三精阀门
本文结合国内多座大型高炉料流调节阀实际控制经验以及最新发展趋势和技术,首先介绍由液压比例阀驱动的料流调节阀控制方法、策略及经验,然后介绍一种由液压伺服阀驱动的新型料流调节阀系统,该系统具有动态响应特性好、控制精度高、稳定性好等特点,已在国内某大型高炉上成功应用,初步解决了高炉控制中的这一难题。
1 基于比例阀的料流调节阀控制系统
目前国内大、中型高炉大都采用PW公司配套提供的料流调节阀及驱动装置,该料流调节阀由液压比例阀调节驱动,采用开关量的高速/低速和停止信号对料流调节阀进行有级速度控制。正是PW公司这种不合理的配置,使得在实际工程应用中实现对料流调节阀的可靠控制成为了一大难题。为了解决这一难题,我们在工程实践中经过反复研究和实验,总结出了一种前馈加自适应的控制方式,基本上解决了由比例阀驱动的料流调节阀的控制和可靠性难题。
1.1 料流调节阀运动过程分析
料流调节阀控制的根本需求是在保证其高速运行的情况下确保其位置控制的精确度和可靠性,为说明料流调节阀的控制原理和方法,我们有必要先对料流调节阀的运动及停止过程进行分析。
图1所示为PW公司提供的高炉炉顶料流调节阀的速度动态响应曲线。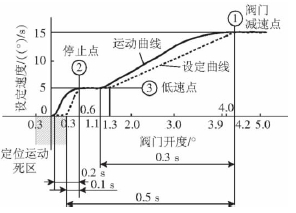
图1 PW料流调节阀速度特性曲线
从图1可知,在理想情况下,要在高速时准确停止料流调节阀,需要采取以下步骤:
(1)在一个预定减速角度δj发出料流调节阀由高速转换为低速指令,由图1可以看出,指令发出约0.3s后,料流调节阀运动速度由15(°)/s下降到5(°)/s,这期间阀门运动的开度(阀门减速惯性角δhtj)大约为(15-5)/2×0.3=1.5°。
(2)经过一段时间的速度稳定期(响应曲线上约为0.1s),阀门速度稳定在5(°)/s,该段时间料流调节阀运行角度(阀门机械惯性停车角δltj)大约为0.5°。
(3)速度稳定后,在距离停车角度为δt时给出停止指令(速度给定值变为0(°)/s),阀门大约经过约0.2s后停止,该段时间料流调节阀运行角度约为(5/2)×0.2=0.5°。
由此可知,要确保料流调节阀的准确停车,确定合适的减速角度δj和停车角度δt十分重要。
1.2 前馈控制
所谓对料流调节阀停止过程的前馈控制就是在其停止控制过程中引入一个合适的减速角度δj和停止角度δt,通过对这两个角度的控制达到对料流调节阀开度准确控制的目的。
由于每个高炉料流调节阀系统和液压系统的特性、高炉控制系统及通信方式不尽相同,因此其料流调节阀的减速角度δj和停止角度δt也不尽相同。在实际工程设计中,可以根据厂家提供的料流调节阀特性曲线、高炉控制系统扫描速度以及角度检测系统的通信速度等预算出一个值,然后在现场调试中通过现场实验对角度加以校正。
δj通常可由式(1)求出:
(1)
式中,δhtf为料流调节阀附加减速角,考虑各种延时因素确定,δhtf≈(2TS+Tti)V1,其中,TS为控制器扫描时间,ms,Tti为编码器接口延时时间,ms,V1为阀门低速运动初始速度,(°)/s;δhsw为减速稳定角,工程中需根据现场实际情况调整而定,通常调整为3°左右。最佳减速角需要在以上计算角度的基础上根据实际调整确定。
δt通常可由式(2)求出:
(2)
式中,δm为本次设定停止角;δltf为料流调节阀附加停车角,考虑各种延时因素确定。实际调试中,考虑各种综合因素后,一般取δltj+δltf在3°左右。
采用前馈控制方式后,料流调节阀在机械及液压系统工作正常、工作状态稳定的情况下基本能够保证0.1°左右的控制精度。但高炉投产后,随着时间的推移,阀门的机械及液压系统特性将发生一定的变化,这种变化将使控制产生相应的误差。
1.3 自适应分段线性插值法控制[1]
为解决由机械特性改变而影响控制精度的问题,我们在前馈控制的基础上又增加了一种被称为“自适应控制的分段线性插值法”的控制算法。该控制理念包含了2种控制方式:首先是把采用了前馈控制方式的料流调节阀系统看做是一个黑匣子,依据黑匣子输入/输出之间的关系建立相应的控制模型;然后在控制模型的基础上采用自适应控制对由于机械特性改变等因素产生的控制误差进行动态补正。
1.3.1 分段插值法
在工程实际中我们经常会遇到这样一种情况:对于某个控制对象,其各种控制参数之间存在某种函数y=f(x)关系,我们虽然知道其在一定范围内肯定有解,但却很难或找不到其确定的函数关系,只能通过现场实验得到xi与yi的对应关系列表函数。
对于以上问题可采用多种方法求出对应函数关系的解,其中较为简单实用的方法就是“分段插值法”。分段插值法就是用某种简单、已知的函数p(x),在一定范围内近似地表达某一未知的表函数f(x),通过对已知近似函数p(x)的求解,就能近似地求出未知函数f(x)的解。可将替代函数p(x)看做如下的一阶线性函数
(3)
用线性函数(3)替代函数f(x)时,只要知道表函数f(x)中的任意两点(xn,yn),(xn+1,yn+1)就可用以下插值法公式,近似地求出(xn,yn),(xn+1,yn+1)之间的任何点值。
(4)
由此可见,表函数f(x)的对应关系点(xn,yn)越多,由式(4)所求得的近似值y的精度也就越高。
1.3.2 控制的实现
建立料流调节阀控制模型就是要找出料流调节阀设定开度αs与实际开度αa之间的关系。为此首先要在料流调节阀的有效控制角度内(通常为0~60°)测出一组设定开度αs与实际开度αa之间的列表函数,然后将该列表函数拟合成函数αs=f(αa),从而得到料流调节阀控制模型。
依据料流调节阀需要的实际开度αa在模型列表函数中找到αs,如果没有与实际开度相符合的点时,可先找出与αa相邻的两点αa与αa,然后定开度αs,并以其作为开度设定值对料流调节阀进行控制。
为了修正控制误差,控制程序记录料流调节阀本次的设定开度αs以及实际开度αa,并得到(αs,αa)的关系数据。比较αs与αa,如果其差值大于设定的控制误差(例如0.2°)且容许修改控制模型数据时,控制程序将用αa替代原模型列表函数中的对应值,从而完成料流调节阀开度精度控制的“自适应控制”过程。
现场实际应用表明:在前馈控制的基础上采用自适应控制方式后,料流调节阀的控制通常都能取得比较满意的结果,控制精度一般在0.1°左右,基本上保证了料流调节阀的长期稳定工作。
2 基于比例阀的料流调节阀控制系统存在的缺陷
(1)控制系统的稳定性差
“自适应控制的分段线性插值法”虽效果较好并在通常情况下能可靠稳定工作,但当系统不稳定、变化没有规律时,比如:由液压系统故障造成系统压力无规律变化时将使其难以正常工作。
(2)难以满足动态调节的需要
有实验证明[2],在高炉布料过程中,对应于恒定的开度角α,布料的料流量Q不是恒定的。Q和料批质量P、料的粒度D、比重ρ、料罐中的料量W等之间的关系可近似用式(5)来描述:
(5)
式中,当前布料的P,D,ρ一定,布料过程中只有W变化,布料过程中要保证恒定的Q就要改变α。Q变化曲线大致如图2所示[2]。
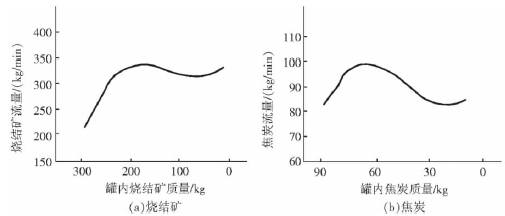
图2 料罐中剩余料量与料流量的关系
要保证Q不变,就需按照图2曲线变化规律调节α,研究表明,其调节角度一般在±2°左右。传统比例阀动态响应特性差,即使在5(°)/s的低速情况下,要进行±2°的动态调节也十分困难。
(3)对控制系统要求比较高
料流调节阀有高、低两个运行速度,高速时,其运行速度不小于15(°)/s,低速时为5(°)/s。如果我们假设控制系统I/O接口板更新速度足够快,同时忽略编码器数据通过总线传输的延迟等因素,当控制精度要分辨出不大于±0.2°的角度时,其扫描周期应为:
高速时 TS≤(0.2/15)×1000=13(ms)
低速时 TS≤(0.2/5)×1000=40(ms)
由此可见,为保证控制系统能分辨出±0.2° 的控制精度,最少要求系统CPU扫描周期不大于40ms,如果考虑到其他因素,则周期通常应不大于20ms。这给高炉控制系统提出了一定的配置要求。当采用不同的控制系统时,由于系统性能不同,对料流调节阀的控制效果就会有一定影响。
为了克服上述缺点,中冶赛迪工程技术有限公司开发出了基于液压伺服阀控制的料流调节阀控制系统。
3 基于伺服阀的料流调节阀控制系统
3.1 伺服阀特性
液压伺服阀动态响应速度快、控制精度高,之前被广泛应用于轧机的压下控制等要求高精度、快速响应的场合中。图3给出了伺服阀和比例阀的响应曲线。
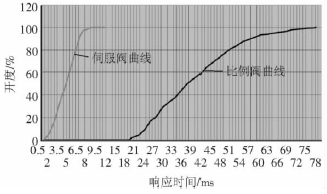
图3 伺服阀和比例阀响应曲线
通过分析可得到如下结论:
(1)比例阀对阶跃信号的响应延迟时间约为20ms,伺服阀约为0.5ms,因而伺服阀对输入信号的灵敏度约为比例阀的40倍;
(2)比例阀对阶跃信号的响应从0~100%用时大约为80ms,而伺服阀用时大约为9ms,因而伺服阀调节速度约为比例阀的9倍;
(3)伺服阀动态响应速度约为比例阀的7倍。
由以上结论得知,伺服阀在死区、动态响应和快速调节方面较比例阀更具有优势。
3.2 硬件组成
我们采用高炉主控PLC对料流调节阀系统进行控制,其系统框图如图4所示,图中1为PLC控制器本体,要求PLC的CPU采用带浮点运算单元的32b处理器,其正常扫描周期不大于20ms,从而确保迅速准确地对伺服阀进行控制;2为控制器电源接口,包括外部输入电源接口以及控制器对外供阀门放大器板和编码器等外部设备供电的电源接口;3为PLC输出的速度控制指令及伺服阀阀芯位移反馈的模拟量信号接口(此模拟量接口采用高速模块);4为料流调节阀阀位检测编码器7和8与PLC之间通信的高速网络接口;6为由液压伺服阀驱动的料流调节阀,其可根据主控系统输出的4~20mA控制信号对阀门进行速度控制,同时可根据需要,将阀芯位移信号反馈到主控系统。
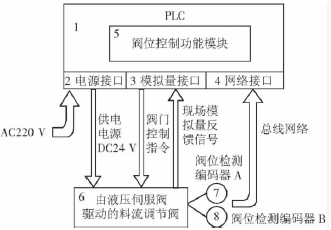
图4 伺服阀控制系统构成框图
由图4可以看到,该控制系统具有快速、高精度控制所需的高速控制器和高速信号接口,可对各种信号和控制程序进行高速处理。系统对外接口采用了网络方式,能够方便、快速地将各种信号通过网络送到控制系统。
3.3 控制软件
图4中的5为料流调节阀位控制模块,该模块为料流调节阀控制的核心控制模块,其特点是能够在基本不产生超调的情况下对料流调节阀进行快速、精确的定位和位置跟随控制。该控制模块将料流调节阀开度控制过程分为两个阶段:第1阶段为驱动料流调节阀高速开启阶段,在该阶段中,模块将根据料流调节阀的实际开度和设定开度之间的关系,产生一个高速开启信号使料流调节阀快速开启,当料流调节阀距目标值小于一定数值后对料流调节阀的控制则进入第2阶段;在第2阶段中,在模块算法的控制下,阀门速度随目标的接近而减小,当开度小于设定误差后,料流调节阀进入对设定值的跟随状态。该控制模块具有控制精度高,阀门响应速度快且不受阀门机械特性和液压系统特性变化影响等特点,能够保证系统长期、可靠地工作。
3.4 控制效果
图5是在国内某大型高炉上采用的伺服阀控制系统的料流阀动作曲线图。由图5可以看出:
(1)料流调节阀设定开度角度为46.5°,由伺服阀驱动的料流调节阀由动作指令发出到阀门开到46.305°(不大于工艺要求0.2°的控制精度)所耗费的时间约为2.2s。而传统的由比例阀驱动的料流调节阀通常需要4s以上。由此可见,由伺服阀驱动的料流调节阀调节速度是比例阀驱动的料流调节阀调节速度的1.8倍。
(2)由速度设定曲线可以看到,在料流调节阀开的过程中,开始速度设定为最大值,阀门为全速开,当阀门开到一定角度(由模块算法计算给定)后,速度设定在控制模块的控制下快速下降到一个较小的值,从而使料流调节阀快速减速,然后慢速跟随设定速度的动作状态,由此保证了阀门动作过程的快速性、准确性和可靠性。

图5 由液压伺服阀驱动的料流调节阀控制效果
4 结论
由上面的论述我们得出结论:该控制系统无论在运动速度、控制灵敏度、控制精度和可靠性等方面均比基于比例阀的料流控制系统有较大优势,用于控制高炉料流调节阀完全可以满足工艺快速、精确的控制要求。
由液压伺服阀驱动的料流调节阀及其控制系统已于2009年在国内某大型高炉上得到了应用,其快速性、精确度和稳定性等方面均取得了较好效果。我们将继续对伺服阀控制系统进行进一步的研究和实践,以实现高炉恒流量布料的要求。
参考文献:
[1]雷仲贤.用“带自适应控制的分段线性插值法”实现料流调节阀的精确控制[J].钢铁技术,2002(3):37-40.
&nbs